Metallerde; TSE EN 10045 -1, TS 269, Plastiklerde; ISO 179, ISO 9854-1, ASTM D 256-D 4812-D Standartlarına uygun deneyler yapılır. Çentikli darbe deneyi, makine elemanlarının sarsıntı, çarpma ve vurmalara karşı dayanımını ölçmek ve dinamik zorlamalar altında kırılması için harcanan enerji miktarını tespit etmek amacıyla yapılır. Makine elemanları her zaman statik yükler altında çalışmazlar. Dinamik yükler altında ve çok değişik yönlerde zorlandıkları zaman meydana gelen gerilimleri karşılayabilmek için malzemelerin ÖZLÜ olmaları gerekir.
Özlülük ve Kırılganlık birbirine zıt terimlerdir. Özlü bir malzeme kolaylıkla kırılmayan malzemedir. Malzemelerin özlü olup olmadıklarını belirlemek için yapılan deneylere ÇENTİKLİ DARBE DENEYİ adı verilir.
Darbe Deneyinde Geçen Bazı Terimler:
Vurma: Hareket halinde bulunan bir ağırlık yardımıyla mumune üzerine enerji uygulanmasıdır. Vuran kütlenin (Çekicin) hızı değiştiği takdirde, çekiçten örneğe bir enerji aktarması olur. Bu standartta açıklanan vurma muayenelerinde genel olarak çentikli bir örneğe bir sarkacın ucundaki çekiç yardımıyla vurulur.
Vurma Değeri: Numunenin kırılması için sarf edilen enerji olup, vuran parçanın örnekle değinim haline geldiği andaki potansiyel enerjisi ile örnek kırıldıktan sonra vuran parçada kalan potansiyel enerji farkına eşittir.
Charpy Vurma Muayenesi: Yatay ve basit kiriş halinde iki mesnede yaslanan örneğin tam ortasına bir sarkacın ucundaki vurucu çekiçle bir vurma yapılması ve çentik tabanında meydana gelen çok eksenli gerilimler etkisi ile örneğin kırılması için sarf edilen enerjiyi tayin işlemidir. İzod Vurma Muayenesi: Dikey ve konsol kiriş halinde bir kavrama çenesindeki numuneye belirli yükseklikte bir sarkacın ucundaki vurucu çekiçle bir vurma yapılması ve çentik tabanında meydana gelen çok eksenli gerilimler etkisi ile örneğin kırılması için sarf edilen enerjiyi tayin işlemidir.
Vurma Muayenesi Cihazları: Vurma muayenelerini yapmak için kullanılan cihazlar sarkaç tipinde olup aşağıdaki genel özelliklerde bulunmalıdır.
- Kinetik enerjisi hareket yolu üzerine yerleştirilen muayene edilecek numunenin bir vuruşta kırılmasına yeter derecede büyük olan bir kütleye,
- Hareket eden kütlenin vurma etkilerini kabul edecek numunenin yerleştirileceği bir mesnede veya kavrama çenesine,
- Muayene edilecek numune kırıldıktan sonra hareket eden kütle üzerinde kalan enerji miktarını ölçmeye imkan veren bir düzene sahip bulunmalıdır.
Vurma Muayenesi Örnekleri: Vurma muayeneleri, bazı metallerin bilhassa gevrek kırılmaya müsait şartlarda mekaniksel özelliklerine dair bilgi elde etmek için çok elverişlidir. Çentiğin varlığından dolayı Charpy ve İzod muayeneleri çeliğin gevreklik özelliği kazanıp kazanmadığına dair faydalı bilgiler verir.
Muayenelerden Önce Cihazlarda Dikkat Edilecek Hususlar: Muayene örneği cihaza yerleştirilmeden önce, cihazın uygun tarzda ayarlı duruma getirilmesi ve sarkaç yataklarında bulunabilecek aşırı sürtünmenin veya gösterme düzeninde ibrenin hareketini zorlaştıran etkenlerin giderilmesi gereklidir. Vurucu çekicin uygun bir durumda tutulması ve sarkaç serbest bırakıldığında yanlara doğru oynamasına mani olmak için sarkaç yatağındaki yana doğru oynaklık en küçük bir değerde bulunmalıdır. Numune yerleştirilmeden cihazın sarkacına tam bir salınım yaptırılır.
Muayene Sıcaklığı: Bazı malzemelerde vurma değeri sıcaklıkla değişir. Belirtilen her hangi bir sıcaklıkta yapılan muayenelerde numunenin cihaza nakli sırasında kullanılan tutma düzeninin numune ile değinen aksamı da muayene örneği ile aynı sıcaklıkta olmalıdır. Sıfırın altındaki sıcaklıklarda muayene yapıldığı zaman doğru sonuçlar elde edebilmek için aşağıdaki metot tavsiye edilir:
Derinliği yaklaşık olarak 100 mm olan elverişli bir kabın içine bir sıvı doldurulur. Kabın tabanından en az 25 mm yukarıda bir ızgara bulunur ve sıvının içine daldırılan örnek sıvının üst seviyesinden en az 25 mm altta bulunmalıdır. Sıvı arzu edilen sıcaklığa kadar soğutulur. Bütün örnekler banyoda belirtilen sıcaklıkta en az 15 dakika tutulmalıdır.
200 ºC’ye kadar olan sıcaklıklarda yapılan muayenelerde numune bir yağ banyosuna daldırılır ve muayene için belirtilen sıcaklıkta ± 2ºC toleransla 15 dakika süre ile tutulur.
200 ºC’nin üstündeki sıcaklıklarda yapılan muayenelerde örnek bir fırında veya tuz banyosunda ısıtılır. Belirtilen sıcaklıkta ± 2 º C toleransla 1 saat süre ile tutulur. Muayene edilecek numune banyo veya fırından çıkarıldığı andan itibaren 5 saniye içinde kırılmalıdır.
Charpy Muayene Cihazına Örneğin Yerleştirilmesi: Muayene edilecek numune mesnetlere tam yaslanacak tarzda ve vurucu çekicin salınım düzlemi ile çentiğin simetri düzlemi 0,5 mm içinde birbirine çakışacak şekilde yerleştirilir. Muayene örneğini doğru ve kolayca yerleştirmek için uçta cihaza bir sınırlama çenesi tespit edilir. Vurucu çekiç muayene örneğine çentiğin aksi tarafındaki yüzeyinden vurur. Örnek cihaza uygun olarak yerleştirildikten sonra gösterge başlangıç durumuna getirilir ve sarkaç düzgün bir şekilde serbest bırakılır.
Darbe deneyinden sonra düzenlenecek raporda aşağıdaki bilgiler bulunmalıdır:
- Yapılan vurma muayenesinin cinsi, kullanılan cihazın tipi ve modeli,
- Kullanılan örneğin tipi,
- Vurma anında m/sn olarak çekicin doğrusal hızı,
- Sürtünmeden ileri gelen enerji kaybı,
- Örneğe vurulduğu andaki enerji miktarı,
- Örneğin sıcaklığı,
- Örneğin kırılması için sarf edilen gerçek enerji miktarı,
- Kırılmış yüzeyin görünüşü,
- Kırılamayan örnek varsa bunların sayısı belirtilir.
Kalibrasyonun Teorisi: Deneysel olarak, vurmadan hemen önceki ve vurmadan sonraki hızlardan gitmek suretiyle enerji değerlerinin tayini çok zor bir işlemdir. Fakat kalibrasyon amacıyla daha basit yollardan gidilebilir. Kayıp dikkate alınmadığı takdirde, sarkacın örneğe vuruşundan önceki kinetik enerjisi sarkacın başlangıç durumunda iken haiz olduğu potansiyel enerji sonucudur ve buna eşittir. Aynı şekilde, yine kayıp dikkate alınmadığı takdirde, örneğin kırılışından hemen sonraki sarkacın kinetik enerjisi, örnek kırıldıktan sonra salınım yaptığı en büyük yükseklikte sarkacın kazandığı potansiyel enerjiye eşittir.
Vurma Enerjisi: Sarkaç ağırlığının sarkacın serbest bırakıldığı nokta ile örneğe vurduğu nokta arasındaki yüksekliğin çarpımına eşittir. Kırılma enerjisi değerleri cihazların kapasitesine göre 5 – 300 joule arasında değişmektedir.
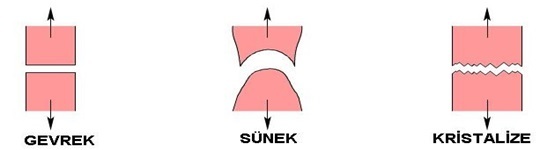
Sünek Kırılma: Genellikle plastik deformasyonun bir sonucudur. Esnek kırılmada, plastik deformasyon yarılmış olan bölgenin ucunda yoğunlaşmıştır. En yaygın şekli, çekme testi sonucu oluşan ve şekildeki gibi kupa ve koni şeklinde oluşmuş kırılmadır.
Gevrek Kırılma ise bunun tersine, çok az veya hiç plastik deformasyon olmadan meydana gelen kırılmadır. Diğer bir kırılma şekli ise kristaller arası kırılmadır ve aşağıdaki şekilde görüldüğü gibi parçacık sınırları boyunca ayrılmalar olarak ortaya çıkar.
Kırılma yapıları bize malzemenin hangi sıcaklık değerinden sonra sünek kırılma yapısına geçtiği ile ilgili bilgi verecektir.
Kırılma Tipleri Çentikli darbe deneyleri genellikle iki türde yapılmaktadır;
- Charpy Darbe Deneyi
- İzod Darbe Deneyi
Deney Standardı: TS EN 10045-1 Metalik Malzemeler-Charpy Vurma Deneyi Deney Metodu (V ve U-Çentikleri)
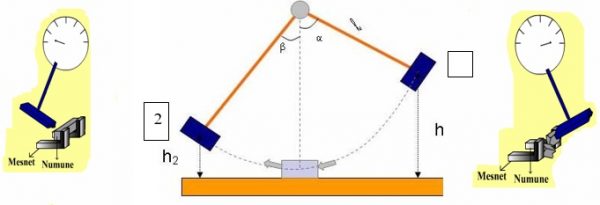
Darbe deneyinde, numunenin dinamik bir zorlama altında kırılması için gereken enerji miktarı tayin edilir. Bulunan değer, malzemenin darbe direnci olarak tanımlanır. Şekilde şematik olarak gösterilen sarkaç tipi cihazlardan faydalanılır. Ağırlığı G olan sarkaç serbest bırakılmadan önce h1 yüksekliğine çıkarıldığında çekicin potansiyel enerjisi E1=Gxh1 iken Sarkaç bu yükseklikten serbest bırakıldığında, düşey bir düzlem içinde hareket ederek numuneyi kırar ve aksi istikamette h2 yüksekliğine kadar çıkar. Böylece numunenin kırılmasından sonra sarkaçta kalan potansiyel enerji E2=Gxh2 olur. Sarkacın, numune ile temas haline geldiği andaki potansiyel enerji ile numune kırıldıktan sonra sarkaçta kalan potansiyel enerji farkı, o numunenin kırılması için gereken enerjiyi başka bir deyimle, darbe direncini verir. Bu enerji aşağıdaki formülle de gösterilebilir: Bu durumda Kırılma Enerjisi;
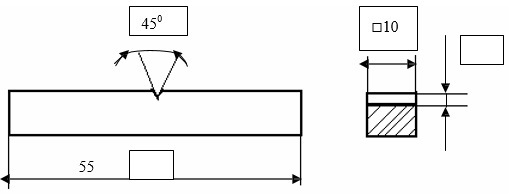
Bu deneyde amaç, malzemenin yapısında olması muhtemel gerilim yığılmasının darbe esnasında çentik tabanında suni olarak teşkil ettirilip, malzemenin bu durumda dinamik zorlamalara karşı göstereceği direnci tespit etmektir. Bu amaçla şekilde görüldüğü gibi standart boyutlardaki deney numunesine çentik açılmak suretiyle gerilim biçimi sağlanır.
Çentikli bir numune zorlandığı zaman, çentiğin tabanına dik bir gerilim meydana gelir. Kırılmanın başlaması, bu gerilimin etkisi ile olur. Numunenin kırılabilmesi için bu dik (normal) gerilmenin, kristalleri bir arada tutan veya kristallerin kaymasına karşı koyan kohezif dayanımdan fazla olması gerekir. Numune, plastik biçim değiştirmeye fırsat bulamadan bu hal meydana gelirse, buna gevrek kırılma denir. Burada kırılan yüzey, düz bir ayrılma yüzeyidir. Deney esnasında, numune kırılmadan önce çoğu zaman plastik biçim değiştirme meydana gelir. Uygulanan kuvvet etkisi ile normal gerilmeye ilaveten yaklaşık olarak 45° farklı bir kayma gerilimi etki etmeğe başlar. Kayma gerilimi,
kritik kayma gerilimini aştığı an, elastik özellik sona erer ve plastik biçim değiştirme başlar. Bu durumda önce plastik biçim değiştirme, daha sonra kırılma meydana gelir. Buna sünek kırılma hali denir ve kırılma yüzeyi girintili çıkıntılı bir görünüştedir.
Deney esnasında sarkaç, daha önce tespit edilen potansiyel enerjiye sahip olabileceği bir yüksekliğe çıkarılır. Şekilde görüldüğü gibi 1 konumundaki E1=mxgxh1 potansiyel enrjisine sahip kütle, cihaza uygun bir şekilde (mesnetlere tam yaslanacak şekilde) yerleştirildikten sonra, okumaların yapıldığı kadranın göstergesi başlangıç durumuna getirilir ve sarkaç düzgün bir şekilde serbest bırakılır. Kütle numuneye çarpıp, 2 konumuna çıkacak ve potansiyel enerjisi de E2=mxgxh2 olacaktır. İki konum arasındaki enerji farkı kırılma enerjisi olarak tanımlanır. Sonuç, deneyden sonra kadrandan okunur. Bu değer ne kadar büyük ise malzeme sünektir, ne kadar küçük ise gevrek yorumu yapılır.
İşlem farklı sıcaklıklarda tekrarlanarak elde edilen değerler, şekilde görüldüğü gibi Kırılma Enerjisi-Sıcaklık (KE–T) diyagramına taşındığında; elde edilen eğride bir geçiş sıcaklığı tespit edilir. Malzeme, geçiş sıcaklığının üzerinde sünek, altında gevrek özellik gösterir yorum yapılır.
Kırılma Enerjisi-Sıcaklık Diyagramı

*Çalışma sıcaklığı > Tgeçiş sıcaklığı ise; parça sünektir.
*Çalışma sıcaklığı < Tgeçiş sıcaklığı ise; parça gevrektir.
Kırılma enerjisinin (Vurma işi) çentik dibi alanına bölünmesiyle elde edilen değere, kırılma tokluğu denir. Bu değerler, malzemenin kalitesi ve kıyaslanması konusunda bilgi verir.
Örnek: Amaç St-60 ve 42CrMo4 malzemelerinin tokluk değerlerinin sıcaklıkla değişimlerini, değişik sıcaklıklarda yapılan ön tavlamanın (ısıl işlemin) malzemenin tokluğunu etkisini
araştırmaktır. Bu sayede malzemenin iç yapı özelliklerini (süneklik, gevreklik) öğrenerek, malzeme hakkında bilgi edinmiş olmaktayız.
Numunelerin Hazırlanması Deney için 42CrMo4 ve St-60 olmak üzere iki ayrı malzeme kullanılmıştır. Her malzemeden 14 adet deney numunesi hazırlanmıştır. Hazırlanan deney numuneleri Charpy çentik darbe deneyi standartlarına uygundur. Hazırlanan numuneler piyasadan 16 mm çapında silindirik içi dolu boru şeklinde alınmıştır. Daha sonra bunlar 10×10 mm ebatlarında profil olarak işlenmiştir. İşlenen malzemeler 55 mm boyunda kesilerek bir yüzeylerine 2mm genişliğinde ve derinliğinde çentik açılmıştır. Charpy Çentik Darbe Deneyi Numunesi 42CrMo4 malzemesi için hazırlanan 14 adet deney numunesinden, 2 tanesi 400 0C, 2tanesi 500 0C, 2 tanesi de 600 0C` de ön tavlama işlemine tabi tutulmuştur. Ön tavlama işlemi süresi 4 saattir. Geriye kalan 8 adet numunenin, 2 tanesi deney sırasında 10 0C soğutulmuş, 2 tanesi 100 0C, 2 tanesi de 200 0C’ye yine deney sırasında ısıtılmıştır. Diğer 2 tanesi ise oda sıcaklığında kırılmıştır. Deney sırasında ölçülen oda sıcaklığı 16 0C’ dir. Yapılan bu işlemler sayesinde malzemenin değişik şartlardaki tokluğu ölçülmüştür. Yukarıda yapılan işlemler St-60 malzemesinden elde edilen numuneler içinde tekrarlanarak St-60 içinde deney sonuçları elde edilmiştir.
KIRILMA TOKLUĞU DENEYİ:
Malzemelerin gerilme altında iki veya daha fazla parçaya ayrılmasına KIRILMA denir. Kırılmanın karakteri malzemeden malzemeye değişir ve genellikle tatbik edilen gerilmeye, sıcaklığa ve deformasyon hızına bağlıdır. Kırılma başlıca iki safhadan oluşur. Birinci safha «çatlak teşekkülü», ikinci safha ise «çatlağın ilerlemesi»dir. Yani kırılma, karakteri ne olursa olsun çatlak teşekkülü ve çatlağın ilerlemesi ile oluşur. Malzemelerin kırılması, çeşitli şekillerde sınıflandırılabilir. Malzemelerin kırılma öncesi durumuna ve kırılmaya sebep olan yükleme şartlarına bağlı olarak kırılma aşağıdaki şekilde sınıflandırılabilir.
1. GEVREK KIRILMA:
Çok az veya hiçbir plastik deformasyon bırakmadan malzemenin kırılmasına gevrek kırılma denir. Genellikle camlar, seramikler ve bazı metaller gevrek olarak kırılırlar. Birçok hallerde gevrek olarak kırılan malzemelerde, yalnız kırık yüzeyi civarında az miktarda plastik deformasyon meydana gelir.
2. SÜNEK KIRILMA:
Kırılma öncesi malzemede plastik deformasyon meydana gelirse bu tip karılmaya sünek kırılma denir. Sünek kırılmanın meydana gelebilmesi için cisimde belirli bir miktarda plastik deformasyonunda meydana gelmesi gerekir, çünkü sünek kırılmayı oluşturmak için plastik
deformasyon gereklidir. Bu sebeple de sünek kırılmayı meydana getirmek için uygulanan gerilmenin, malzemede plastik deformasyonu sağlayacak seviyede olması gerekir.
3. SÜRÜNME KIRILMASI:
Yüksek sıcaklıklarda, sabit gerilme veya sabit yük altında malzemelerin sürünme deformasyonu sonucunda kırılmasına, sürünme kırılması denir. Makroskopik açıdan bakıldığında, sürünme kırılması “malzemede plastik deformasyon sonucunda oluşur, bu sebeple sünek kırılmaya benzer. Mikroskopik açıdan ise, sürünme kırılması, düşük sıcaklıklarda meydana gelen sünek kırılmadan farklıdır.
4. YORULMA KIRILMASI:
Malzemelerin elastik limit veya çekme dayanımı altındaki alternatif yükler altında kaldıklarında zamanla kırılma gösterirler, bu olaya yorulma kırılması adı verilir. Yorulma kırılmaları genel olarak plastik deformasyon meydana gelmeden de olabilir. Bazen yorulma kırılmaları sünek kırılmalara benzerse de yorulma kırılmasında çatlak ilerlemesi sünek kırılmadan farklı olup, çatlak her bir yükleme periyodunda ancak belirli bir miktar ilerler.
KIRILMA TİPLERİ: Mikroskopik açıdan incelendiğinde; malzemeyi meydana getiren bir tanenin kırılması, kristallografik düzlemler üzerinde veya kristallografik düzlemleri kesen atomlar arası bağın kopması yani atomlar arası kohezyon kuvvetinin sıfıra inmesi sonunda olur. Malzemelerin kırılması mikroskopik açıdan farklı şekilde sınıflandırılabilir.
- Klivaj Kırılması: Kırılma, klivaj düzlemleri diye bilinen belirli kristallografik düzlemler boyunca meydana gelirse, buna klivaj kırılması denir. Klivaj düzlemleri en düşük yüzey enerjisine sahip düzlemlerdir. Bu tip kırılma, klivaj düzlemine dik normal gerilmelerin kritik bir değeri aşması ile klivaj düzlemine dik atom bağlarının koparılması sonucunda olur. Tek eksenli gerilme halinde çatlak çekme yönüne dik olarak ilerleme eğilimi gösterir, bu sebeple de klivaj kırılmaları düz bir görünüm gösterir. Çok taneli malzemelerde, klivaj düzlemlerinin oryantasyonu her tanede farklı olup, bir taneden diğer taneye geçildikçe çekme doğrultusuna dik olmayacaktır. Dolayısıyla bir tane boyutundan daha büyük mesafelerde klivaj kırılması düz görünüm göstermeyecektir, tane değiştikçe yön değiştirecektir. Malzemelerin gevrek kırılması, genellikle klivaj kırılması şeklinde olur. Klivaj kırılması granüler veya kristalin bir görünüşe sahiptir, çünkü bu tip kırılma her bir tane içerisindeki bir düzlemde meydana gelir. Klivaj kırılmasında genellikle tanelerin şekli bozulmaz ve yüzeyin görünüşü düzdür, kırılma yüzeyi ışığı çok iyi yansıtır ve parlak olarak görünür.
- Kayma Kırılması: Kayma kırılması, kayma gerilmesinin kritik bir değeri aşması ile atom düzlemlerinin kayması sırasında atom bağlarının kopması suretiyle meydana gelir. Atom bağlarının kayma ile kopması sonucunda meydana gelen bu kırılma, bölgesel homojen olmayan plastik deformasyon işleminden ibarettir. Metalik malzemelerde plastik deformasyon, kaymaya karşı direnci az olan atom düzlemlerinin kayması ile meydana gelir. Bu düzlemlere kayma düzlemleri adı verilir. Metalik malzemelerde kayma çatlakları maksimum kayma gerilmesinin bulunduğu kısımlarda ilerleme eğilimi gösterir. Çatlağın takip ettiği yol yükleme şekline, iç gerilmeler meydana getiren faktörlere ve matriks yapısına bağlıdır. Bu tip kopma, çatlak ilerleyişi makroskopik olarak çekme yönüne dik olduğundan normal kopma veya kırık yüzeyi görünüşü lifli olduğundan lifli kırılma adını alır. Mikroskopik olarak, çatlak çekme ekseni ile 45° lik açı yapan düzlemlerde ilerleyerek kayma kırılmasını meydana getirmiştir. Kırılma, tane sınırlarından veya taneleri keserek oluş şekline göre de aşağıdaki gibi sınıflandırılabilir.
- Taneler Arası Kırılma (İntergranüler Kırılma): Çok taneli malzemelerde tane sınırlarındaki kohezyonun çeşitli sebeplerle az olması halinde, malzemenin kırılması tane sınırları yüzeylerinden tanelerin birbirinden ayrılması şeklinde meydana gelir, bu tip kırılmaya taneler arası kırılma veya intergranüler kırılma adı verilir.
- Taneleri Keserek Kırılma (Transgranüler Kırılma): Taneleri keserek meydana gelen kırılma şekline «transgranüler kırılma» adı verilir. Transgranüler kırılma, kayma gerilmelerinin etkisiyle tanelerin kayma kırılması şeklinde kopmasıyla meydana gelmişse buna «transgranüler kayma kırılması» adı verilir. Eğer transgranüler kırılma, tanelerin klivaj düzlemleri boyunca kırılması şeklinde ise buna da «transgranülerklivaj kırılması» denir. Malzemelerin yüklenme şekli, yani gerilme ve şekil değişimi ile ortam şartları meydana gelecek kırılmanın ne tip olacağını tayin ederler.
Kırılma tokluğu özelliğini tespit etmek için çeşitli deneyler geliştirilmiştir. Bu deneylerde, deney yapılacak malzemenin şekli ve miktarına göre farklı şekillerde numuneler hazırlanır. Herhangi bir parçanın kırılma analizi yapılacaksa, o parçanın kendisinden numune almak gerekir. Aynı zamanda numunenin alındığı parçanın yüklenme durumu da göz önüne alınarak numune hazırlanmalı ve numune aynı yönde yüklenerek deney yapılmalıdır. Kırılma analizi yapılan malzemede, malzemenin kırıldığı bölgenin dikkatle incelenmesi gerekir. Çünkü kırılma tokluğu malzemenin her bölgesinde aynı olmayabilir. Kırılmaya sebep olan faktörler malzemenin her bölgesinde farklı olacağından, kırılma olan bölgenin kırılma tokluğunun ölçülmesi gerekir.
Deney yapılacak malzemenin şekli ve miktarı numune boyutlarını etkiler. Numune boyutları ve şekil de, kırılma tokluğu deney sonuçlarını etkiler. Numune olarak kullanılan bir eğme çubuğu veya üzerine yiv açılmış bir çekme çubuğu ile deney yapıldığında, uygulanan yükleme şeklinin verdiği mekanik avantajdan dolayı kırılma yükü genellikle daha az olur.
Kırılma tokluğuna etki eden faktörler, malzeme ve deney şartları ile ilgili faktörlerdir. Bunlar;
- Deformasyon Hızı,
- Sıcaklık,
- Akma Gerilmesi.
Bu faktörlerin tesirleri birbirinden bağımsız değildir. Zira deformasyon hızı arttırılırsa malzemenin akma gerilmesi de artar. Eğer deney sıcaklığı yükseltilirse, bu durumda da malzemenin akma gerilmesi azalır. Bu faktörlerin genel olarak tesirlerinin nasıl olduğu bilindiği halde, her malzeme için bu faktörlerin tesir derecesi farklıdır.